
The Elevator Industry – Manufacturing and Retail Perspectives
Problem statement
Fragmented Operations
Production was spread across multiple locations, making coordination difficult. Each plant worked independently, and communication was slow.
Production was spread across multiple locations, making coordination difficult. Each plant worked independently, and communication was slow.
No Real-Time Data
Managers could not see updates about inventory, production progress, or order status instantly, which stalled planning and problem-solving.
Managers could not see updates about inventory, production progress, or order status instantly, which stalled planning and problem-solving.
Manual Processes
Teams used manual methods to transfer information. This led to frequent errors, delays, and repeated work.
Teams used manual methods to transfer information. This led to frequent errors, delays, and repeated work.
Difficult Quality Tracking
Quality control and inspection records were managed by separate divisions, so there was no unified way to monitor product quality across all plants.
Quality control and inspection records were managed by separate divisions, so there was no unified way to monitor product quality across all plants.
Complex Material and Work Orders
Every plant handled its own Bill of Materials (BOM) and work orders, so keeping track of what materials were needed and used became a major challenge.
Every plant handled its own Bill of Materials (BOM) and work orders, so keeping track of what materials were needed and used became a major challenge.
Limited Traceability
It was hard to trace finished products back through each step or division of manufacturing, making it difficult to find and fix issues promptly.
It was hard to trace finished products back through each step or division of manufacturing, making it difficult to find and fix issues promptly.
Our solution
Detailed Process Mapping
Namah Softech began with a deep analysis of how production flowed between all Elite Elevator plants. Every department's needs and workflow were documented and understood.
Custom Workflows
Special attention was paid to unique workflows like multi-plant coordination, quality inspections, and BOM preparation. These workflows were mapped for digital translation into a single ERP system.
Modular ERP Planning
The solution was designed as modular ERP—only the necessary business areas were implemented, leaving room to expand in the future if needed.
User-Centred Design
Employees from key departments were involved in defining requirements and testing to ensure the system would be easy to use and truly helpful.
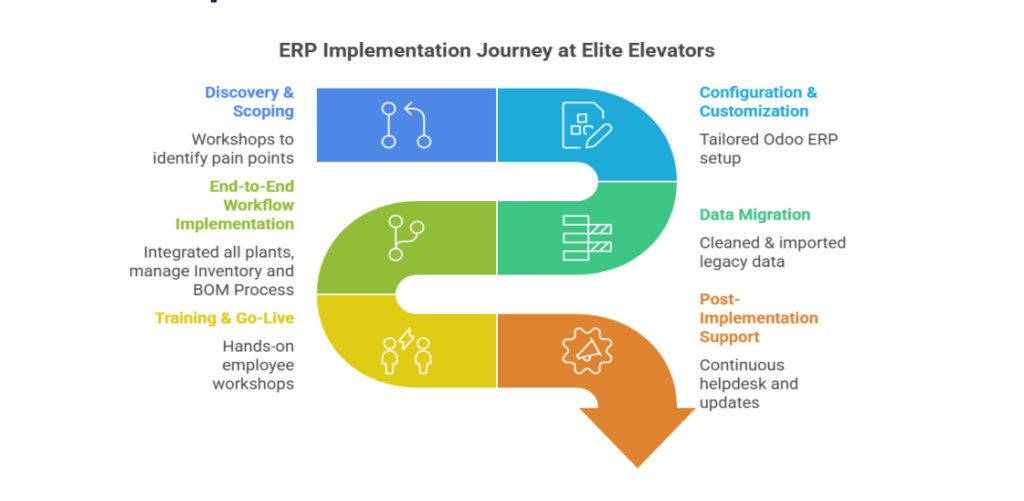
Our Approach
How did it help the client?
Full Visibility
Elite Elevator could see all production, inventory, and order data in one platform, updated live across every plant.
Efficient Coordination
All plants and departments could instantly communicate and coordinate, reducing manual work and errors, boosting productivity.
Strong Quality Control
Every quality check and production step was recorded digitally, making it easy to trace problems, ensure compliance, and maintain high standards.
Comprehensive Reporting & Traceability
BOMs and work orders were centrally managed, so tracing any finished elevator back through its production stages is now simple and accurate.
Lower Costs, Higher Productivity
Streamlined processes, better visibility, and reduced manual work resulted in lower operational costs, more efficient production, and faster shipments.
Scalable and Future-Ready
The modular ERP setup means Elite Elevator can add more features or expand to new locations whenever needed, supporting growth without major rework.
-
Tags: